Milling Machine
1 Introduction
Milling is a process of removing
metal by feeding the work against a rotating multipoint cutter. The machine
tool intended for this purpose is known as milling machine.
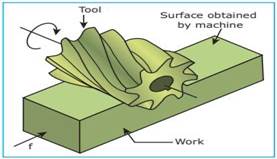
It is found in shops where tools
and cutters are manufactured. The surface obtained by this machine tool is
superior in quality and more accurate and precise.
Advantages
1.
The metal is removed at a faster rate as the
cutter has got multiple cutting edges and rotates at a higher speed.
2.
It is possible to perform machining by mounting
more than one cutter at a time.
3.
The able of the machine can be moved to an
accuracy of 0.02 mm.
4.
It is very useful since various cutters and
precise tools can be machined.
5.
Special attachments can be mounted on the machine to
perform operations that are performed in other machine tools.
Disadvantages
1.
The cost of the milling machine is high.
2.
As milling cutters cost high, the investment for
procuring tools is more.
3.
The production cost will increase if we carry out
the operations performed in a shaper or a drilling machine with a milling
machine.
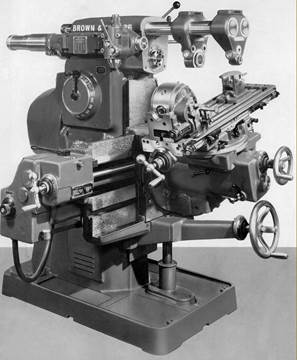
2 Horizontal Milling Machine
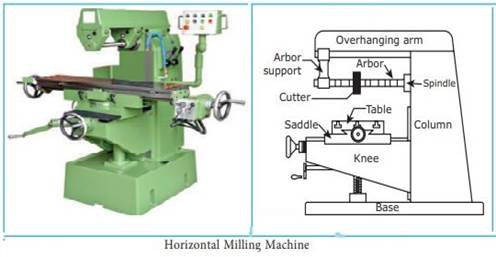
Base
It is made of cast iron and
supports all the other parts of the machine tool. A vertical column is mounted
upon the base. In some machines, the base serves as a reservoir for cutting
fluid.
Column
It is mounted upon the base and
it is box shaped. It houses the mechanism for providing drive for the spindle.
The front vertical face of the
column is machined accurately to form dovetail guideways for the knee to move
up and down. The top of the column holds an overhanging arm.
Knee
It slides up and down on the
guideways of the column. An elevating screw mounted on the base obtains this
movement. Saddle is mounted upon the knee and moves in a crosswise direction.
Saddle
It is mounted on the guideways of
the knee and moves towards or away from the face of the column. This movement
can be obtained either by power or by hand. The top of the saddle has guideways
for the table movement.
Table
The table is moved longitudinally
either by power or manually on the guideways of the saddle. The trip dogs,
placed on it, control the movement of the table.
The table of a universal milling
machine can be swiveled horizontally to perform helical works. The top surface
of the table has got ‘T’ – slots on which the workpieces or other work holding
devices are mounted.
Spindle
It is located in the upper part
of the column. It receives power from the motor through belt, gears and
clutches. The front end of the spindle has got a taper hole into which the
cutters are held with different cutter holding devices.
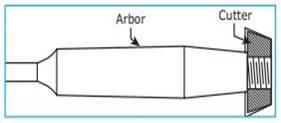
Over arm
It supports the arbor from the top of the column. The arbor
is supported by the bearing fitted within the arbor
support. It is also useful while using some special attachments.
Arbor
It supports the different types
of cutters used in the machine. It is drawn into the taper hole of the spindle
by a draw bolt.
One or more cutters are mounted
on the arbor by placing spacing collars between them.
The
arbor is supported by an arbor
support. The arbor is provided with a morse taper or self-releasing
taper.
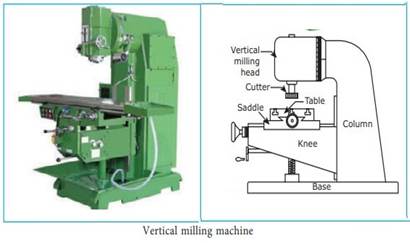
3 Vertical milling machine
It is very similar to a
horizontal milling machine in construction as it has the same parts of base,
column, knee, saddle and table. The spindle of the machine is positioned
vertically. The cutters are mounted on the spindle is rotated by the power
obtained from the mechanism placed inside the column. Angular surfaces are
machined by swiveling the spindle head.
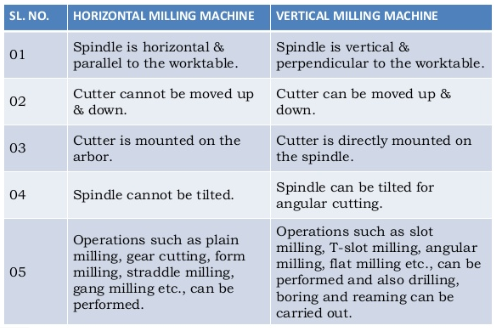
Differences
between Horizontal and vertical milling machine
4 Types of milling machine
The milling machines are classified according to
the general deign of the machine.
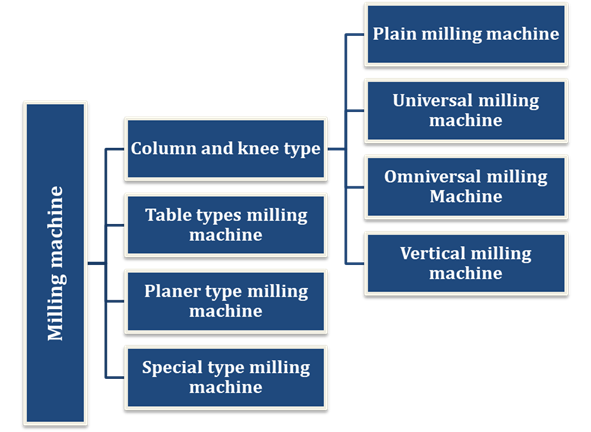
1.
Column and knee type
a. Plain milling machine
b. Universal milling machine
c. Omniversal milling
Machine
d. Vertical milling machine
2.
Table types milling machine
3.
Planer type milling machine
4.
Special type milling machine
Column and knee type milling machine
The column of a column and knee
type milling machine is mounted vertically upon the base. Knee is mounted on
the accurately machined guideways of the column. It is designed to move up and
down accurately. Saddle and table are mounted on the knee.
There are different types of column and knee type
machines.
a. Plain
milling machine
It is rigid and sturdy. Heavy
workpieces are mounted and machined on the machine. The work mounted on the
table is moved vertically, longitudinally and crosswise against the rotating
cutter. The table cannot be rotated. It is also called as horizontal milling
machine because the cutter rotates in horizontal plane.

b. Universal
milling machine
The table of a universal milling
machine can be swiveled by 450 on either side and so helical milling works can
be performed. It is named so because it can be adapted for a very wide range of
milling operations. Various milling attachments like index head, vertical
milling head, slot milling head and rotary table can be mounted. It can be
machine drills reamers, gears, milling cutters with a very high degree of
accuracy and so it finds an important place in workshop.

c. Omniversal milling machine
In addition to the table movement
obtained in a universal milling machine, the knee can be fited
to a required angle. It is useful for machining helical grooves, reamer and
bevel gears. It is mostly used in tool room work.
d. Vertical
milling machine
A spindle of a vertical milling
machine is positioned at right angles to the table. The cutter is moved
vertically or at an angle by swiveling the vertical
head of the machine. The machine is adapted for machining slots and flat
surfaces by moving the table. By mounting end mills and face milling cutters on
the spindle, vertical milling and internal milling are performed.
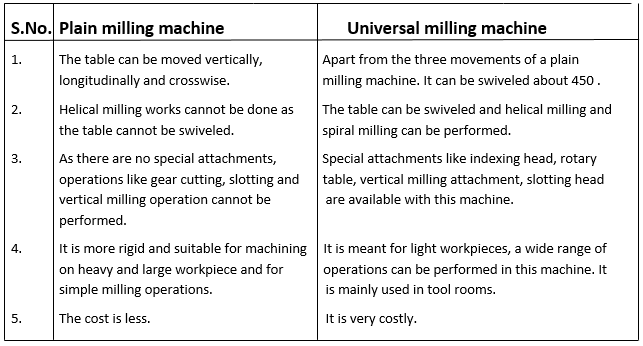
5 Differences between a plain milling machine and a universal
milling machine
6 Size of a
milling machine
The size of a milling machine is specified as
follows
1.
The size of the table (Length and width)
2.
The maximum lengths of longitudinal, cross and
vertical travel of the table.
3.
Number of spindle speeds, number of feeds.
4.
Spindle nose taper.
5.
Power required
6.
Nett weight of the machine
7.
The floor space required
8.
Type of the machine
7 Fundamental milling process
The various milling process may be grouped under
two headings
1.
Peripheral milling
2.
Face milling
Peripheral milling
The machining is performed by the cutting edges on
the periphery of the milling cutter. It is classified under two headings.
1.
Up milling
2.
Down milling.
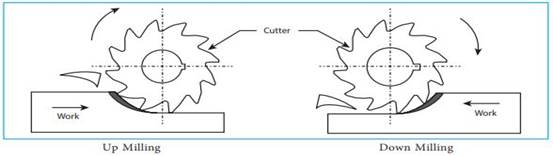
Up milling
In this method, the workpiece
mounted on the table is fed against the direction of rotation of the milling
cutter. The cutting force is minimum during the beginning of the cut and
maximum at the end of cut. The thickness of chip is more at the end of the cut.
At the cutting force is directed upwards. It tends to lift the workpiece from
the fixtures. A difficulty is felt in pouring coolant on the cutting edge. Due
to these reason the quality of the surface obtained by this methods is wavy.
This processes being safer is commonly used and sometimes called conventional
milling.
Down milling
The workpiece mounted on the
table is moved in the same directions as that of the rotation of the milling
cutter. The cutting force is maximum at the beginning and minimum at the end of
cut. The chip thickness is more at the beginning of the cut the workpiece is
not disturbed because of the bite of the cutter on the work. The coolant
directly reaches to the cutting point. So the quality of surface finish
obtained is high. Because of the backlash error between the feed screw of the
table and the nut, vibration is set up on the workpiece.
Face milling
During face milling, the
machining is performed by the peripheral cutting edges. The surface obtained by
the processes is perpendicular to the axis of rotation of the cutter.
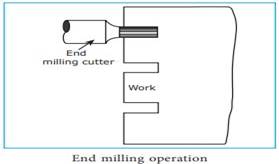
End milling
End milling is a process of the
machining by milling cutters which have cutting edges both on the end face and
on the periphery.
8 Work holding devices
For effective machining
operations, the workpieces need to be properly and securely held on the machine
table. The following are the usual methods of holding work on the table. Large
and irregular shaped workpieces are held on the milling machine table by ‘T’
–bolts and clamps. ‘V’ – blocks are used for holding cylindrical workpieces on
the machine table in which key ways, slots and flats are to be machined. Angle
plates are used to support the work when surfaces are to be milled at right
angles to another machined surfaces.
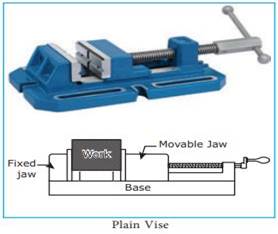
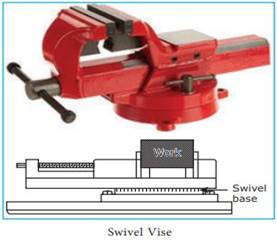
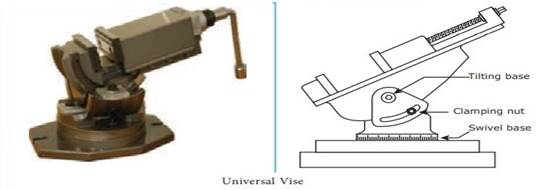
Vises are
commonly used for holding work on the table due to its quick loading and
unloading arrangement. There are mainly three types of vises
namely plain vise, swivel vise
and universal vise.
Milling fixtures are useful when
large numbers of identical workpieces are to be machined workpieces are held
easily, quickly and accurately by milling fixtures.
9 Cutter holding devices
Depending on the design of the
cutter there are several methods of supporting milling cutters on the machine
spindle.
1.
Arbor
2.
Collet
3.
Adapter
4.
Screwed on cutters
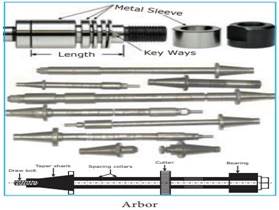
Arbor
Milling cutters with central
holes are mounted and keyed on a shaft called arbor.
There are three different types of arbor namely pilot
end arbor, ‘A’ type arbor
and stub arbor.
The arbours are made with taper
shanks for correct alignment with the machine spindle the left side of the arbor is threaded internally to receive a draw bolt. This
draw bolt connects the arbor with the spindle. A long
key way is cut on the entire length of the arbor.
Cutters are mounted at desired positions on the arbor
by placing spacing collars between them. The spindle rotation is transmitted to
the arbor and the cutter is rotated. An arbor is illustrated in figure
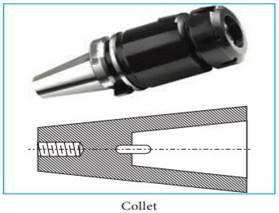
Collet
It is form of sleeve bushing used
to hold arbor or cutters having a smaller shank than
the spindle taper. Collets are connected to the spindle by a draw bolt and the
rotary motion is transmitted to the cutters.
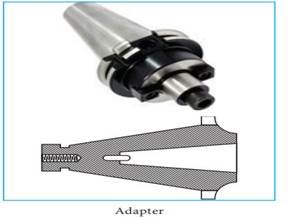
Adapters
Milling cutters having shanks are
generally mounted on adapter. The outside taper of the adapter confirms to the
taper hole of the spindle. The shank of the cutter fits into the taper hole of
the adapter.
Screwed arbor
The small cutters having threaded
holes at the center are held by screwed arbors. It has a threaded nose at one end and adapters shank at the other end the shank of the arbor is mounted on the spindle.
10 Milling machine attachments
Milling machine attachments are
intended for purpose of developing the range of operations, versatility,
production capacity and accuracy of machining process. The different milling
machine attachments are
1.
Vertical milling attachments
2.
Universal milling attachments
3.
High speed milling attachments
4.
Slotting attachments
5.
Rotary table attachments
6.
Indexing head attachments
Vertical milling attachments
A horizontal milling machine is
converted into a vertical milling machine by the vertical milling attachment.
Vertical milling attachment is mounted on the face of the column of the
horizontal milling machine. The attachment along with the spindle can be
swiveled to any angle for machining angular surfaces.

Universal milling attachments
By having the universal milling
attachments the spindle of the machine can be swiveled about two perpendicular
axes. This arrangement permits two spindle axis to be swiveled at practically
any angle to machine any angular surface of the work.

High speed milling attachment
This attachment is used to
increase the regular spindle speeds by four to six times milling cutters of
smaller diameters are operated efficiently at higher cutting speeds. This
attachment is bolted to the face of the column and enables the cutter to be
operated at speeds beyond the scope of the machine.

Slotting attachment
The rotary movement of the
spindle is converted into reciprocating movement of the ram by a crank
arrangement. This attachment makes the milling machine to be converted into a
slotting machine by accepting a single point slotting tool. The tool is mounted
on the ram and used for cutting internal or external keyways, spline etc. It
can also be swiveled for machining angular surfaces.

Rotary table attachments
It is special device bolted on
top of the machine table to provide rotary motion to the workpiece in addition
to the longitudinal cross and vertical movements of the table. It consists of a
circular table provided with ‘T’- slots mounted on a graduated base. The
driving mechanism of this attachment is made possible by worm and worm gear.

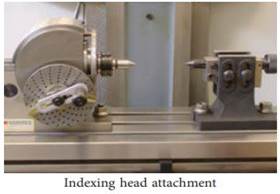
Indexing head attachment
It is a special work holding
device used for dividing the periphery of the work into any number of equal
divisions. The work is held in a check of the dividing head spindle or
supported between centres. It is also used in shaping machines and slotting
machines. While machining gears, spirals, clutches and ratchets this dividing
head is used to divide the circumference of the work into any number of equal
parts.
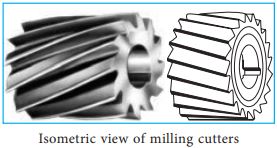
11 Isometric view of
milling cutters
Milling cutters are multipoint
cutters. Thease cutters are used to remove excess
material of given job by milling
12
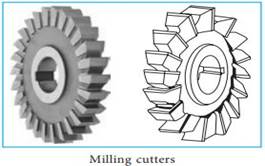
Standard Milling Cutter
There are different types of
milling cutters used in a milling machine. A suitable milling cutter is selected
according to the need.
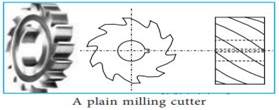
Plain milling cutter
Plain milling cutters are
cylindrical in shape and have teeth on the circumferential surface only. They
are used for producing flat surfaces parallel to the axis of rotation of the
spindle. The teeth of the cutter may be straight or helical according to the
size. If the width of the cutter is more, it is called as slabbing cutter in
order to be mounted on the arbor. Plain milling
cutters have nicked teeth to break the chips into small pieces. Helical plain
milling machine cutters are superior to a straight plain milling cutter.
Side milling cutter
Side milling cutters have teeth
on its periphery and also on one or both of its sides. They are intended for
removing metal from the sides of the workpiece. There are different types of
side milling cutters namely face and side milling cutter, half side milling
cutter, staggered teeth side milling cutter and inter locked side milling
cutter. Machining is performed by selections a proper milling cutter.

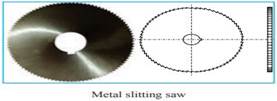
Metal Slitting saw
It is intended for cutting
narrow, deep slots and for parting off operation. The teeth are cut on the
circumference of the cutter. The width of the cutter ranges from 0.75 mm to 7
mm. The side of the cutter is relieved so that side may not rub against the
work
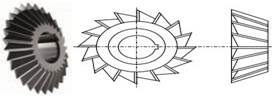
Angle milling cutters
The teeth of the angle milling
cutter are not parallel to the axis but are at an angle to it. By using angle
milling cutter, inclined surfaces, bevels and helical grooves are machined.
There are two types of angle milling cutter single angle milling cutters and
double angle milling cutter.
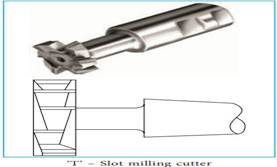
‘T’ – Slot milling cutter
It is a special form of end mills
intended for machining ‘T’ slots. It looks like a side milling cutter with a
shank. The cutters have cutting teeth on the periphery as well as on both sides
of the cutter.
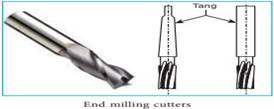
End mill Cutter
These cutters have cutting teeth
on the end as well as on the periphery of the cutter. It is made of two parts –
body and shank. The shanks of the cutter may be straight or taper. If the
cutter doesn’t have a shank it is called shell end milling cutter. These
cutters are useful in machining long narrow slots, holes and flat surface.
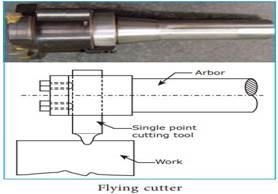
Flying cutter
Flying cutter is the simplest
form of cutter. It consists of a single point cutting tool attached to the end
of the arbor. The cutting edge may be formed to
reproduce a contoured surface. They are used when standard cutters are not
available. The work is done very slowly because of a single cutting edge. A
flying cutter is shown in Figure.
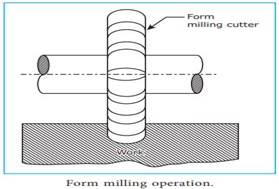
Form cutter
Form cutters have irregular
profiles on their cutting edges to produce required outlines on the work.
Concave and convex milling cutters are used to produce convex and concave
surfaces respectively using gear milling cutters. Gears are machined corner
round milling cutters are used for cutting a radius on the edges of the work
with the help of thread milling cutter threads are milled on a specific form
and size. Tap and reamer cutter are used for producing grooves or flutes in tap
and reamers.
13 Elements of a plain milling
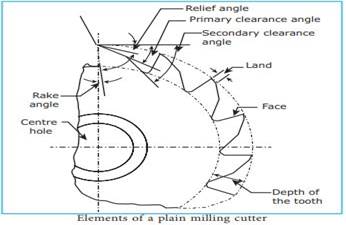
Cutter
The main parts and angles of a
plain milling cutter as shown in Figure.
Body of cutter
It is the part of the cutter left
after exclusion of the teeth.
Face
The portion of the teeth next to
the cutting edge is known as face.
Land
The relieved back portion of the
tooth adjacent to the cutting edge. It is relieved to avoid interference
between the surface being machined and the cutter.
Outside diameter
The diameter of the circle
passing through the peripheral cutting edges.
Centre hole
It refers to hole present at the
centre of cutter. A keyway is cut inside the hole.
Cutter angles
Þ Relief angle
It
is the angle between land of the tooth and the tangent to the outside diameter
of the cutter at the cutting edge of the particular tooth. (Approx
7.50)
Þ Primary clearance angle
It
is the angle between the back of the tooth and the tangent drawn to the outside
diameter of the cutter at the cutting edge (Approx 150 ).
Þ Secondary Clearance Angle
It
is the angle formed by the secondary clearance surface and the tangent to the periphery
of the cutter at the cutting edge.
Þ Rake angle
The
angle measured in the diametral plane between the
face of the tooth and a radial line passing through the cutting edge of the
tooth.
The
rake angles may be positive, negative or zero. If the face and the tooth body
are on the same side of the radial line and the tooth body may be on opposite
sides of the radial line. Then the rake angle is negative.
If
the radial line and the tooth face coincide in the diameter plane the rake
angle is zero.
14 Milling cutter material
The milling cutters are generally made of the
following materials.
1.
Tool steel – High Speed Steel (HSS)
–
High Carbon Steel (HCS)
2.
Cemented carbide
3.
Stellite
In general shop work, the high
speed steel cutters are most widely used.
15 Milling machine operations
The following operations are
performed using suitable milling cutters
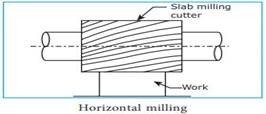
Horizontal milling
It is the operation of production
of a flat surface parallel to the axis of rotation of the cutter. It is also
called as slab milling, plain milling cutters and slab milling cutters are used
to perform this operation.
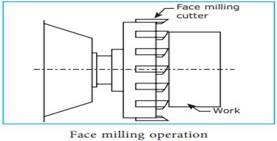
Face milling
The face milling is the operation
performed by the face milling cutter rotated about an axis at right angles to
the work surface. End mills and side & face milling cutters are also used
at times to perform this operation. The depth of cut is provided to the table.
Side milling
Side milling is the operation of
machining a vertical surface on the side of a work piece by using a side
milling cutter.
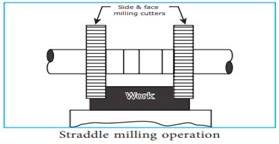
Straddle milling
It is the operation of production
of two vertical surfaces on both sides of the work by two side milling cutters
mounted on the same arbor. By using suitable spacing
collars, the distance between the two cutters are adjusted correctly. The
straddle milling is commonly used to produce square or hexagonal surface.
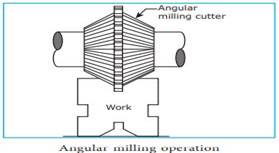
Angular milling
Production of an angular surface
on a workpiece other than at right angles to the axis of the milling machine
spindle is known as angular milling. Example of angular milling is the
production of the ‘V’ blocks.
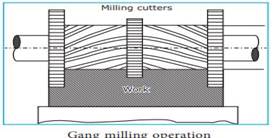
Gang milling
It is the operation of machining
several surfaces of work simultaneously by feeding the table against a number
of cutters (either of same type or of different type) mounted on the arbor of the machine. This method saves much of machining
time and mostly used in production work.
Form Milling
The form milling is the operation
of production of irregular contours by using from cutters. Machining convex and
concave surfaces and gear cutting are some examples of form milling.
End milling
It is the operation of producing
a flat surface which may be vertical, horizontal or at an angle to the table
surface. The end milling is performed by a cutter known as an end mill. End
milling is mostly performed in a vertical machine.
Keyway milling
The operation of production of
keyways, grooves and slots of different shapes and sizes can be performed in a
milling machine by using a plain milling cutter, a metal slitting saw, an end
mill or by a side milling cutter.
Gear cutting
Gear cutting operation is
performed in a milling machine by using a form cutter. The work is held between
centers on a universal dividing head. A proper gear
cutter is selected and the teeth are cut by DP, module method.
Cam milling
Cam milling is the operation of
producing cams in a milling machine with the use of a universal dividing head
and a vertical milling attachment. It is performed by end mills on the cam
blank.
16 Cutting speed, feed and depth of cut
Cutting speed:
It is the distance travelled by a
point on the cutting edge of the milling cutters to remove metal in time
duration of one minute. It is expressed in meters per minute.
Cutting speed =
![]() meter/minute
meter/minute
![]() (or) 3.14,
(or) 3.14,
Where, D = The diameter
of the milling cutter in mm
N
= Spindle speed in rpm.
The cutting speed depends upon the material to be
machined, the cutter material, depth of cut, feed, type of operation and the coolant
used.
Example: Calculate the cutting speed to perform
milling with a cutter of diameter 60 mm and spindle speed of 250 rpm.
Solution :
Given Diameter of cutter (D) = 60 mm
Spindle
speed (N) = 250 rpm
Cutting speed =
![]() meter/minute
meter/minute
![]() (or) 3.14,
(or) 3.14,
![]()
![]()
Feed
The feed in a milling machine is defined as the
distance the workpiece advance under the cutter. Feed can be expressed in three
different methods.
1.
Feed per teeth:
It
is the distance the work advances in time between engagements by the two
successive teeth. It is expressed.
2.
Feed per cutter revolution:
It
is the distance the work advance in the time when the cutter turns through one
complete revolution. It is expressed in mm per revolution of the
cutter.
3.
Feed per minute:
It
is the distance the work advances in one minute. It is expressed in mm per minute.
The feed in a milling machine depends on the material to be machined, cutter
material, depth of cut, cutting speed, type of operation and the rigidity of
the machine.
Depth of cut
The depth of cut is the thickness
of the material removed in one pass of the work below the cutter. It is
expressed in mm.
17 Indexing head
Indexing is the method of dividing
the periphery of a piece of work into any number of equal parts. The attachment
used for performing indexing is known as indexing head.
Uses of indexing
The indexing operation can be
adapted for cutting gears, ratchet wheels. Keyways, fluted drills taps and
reamers. The indexing head serves as an attachment for holding and indexing the
work in during the above tasks. There are three different types of indexing
heads namely
1.
Plain or simple dividing head
2.
Universal dividing head
3.
Optical dividing head
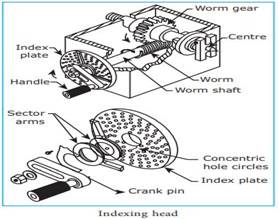
18 Construction of indexing head
The construction of a universal dividing head as
shown in figure and explained below.
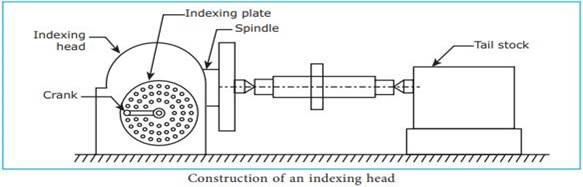
Base
The base of the indexing head is
fitted in the ‘T’ – slots of the milling machine table. It supports all the
other parts of dividing head.
Spindle
The spindle is situated at the
centre of the dividing head. It has a taper hole to receive a live center. The spindle is supported on a swiveling
block, which makes the spindle to be tilted through any angle from 50 below horizontal
to 100 beyond vertical. A worm wheel is mounted on the spindle. While doing
direct or rapid indexing the index plate is directly fitted on the front end of
the spindle nose.
Worm shaft
It is situated at right angles to
the main spindle of the dividing head. A single threaded worm is mounted on the
worm shaft which meshes with the worm wheel. An indexing plate is fitted on the
front end of the worm shaft and with the help of a handle, the worm shaft can
be rotated to a pre determined amount.
Indexing Plate
It is mounted on the front end of
the worm shaft. It is circular disk having different numbers of equally spaced
holes arranged in concentric circles. The crank is positioned in the required hole circle and rotated through a calculated amount while
indexing. The sector arm is used to eliminate the necessity of counting the
holes on the index plate each time the index crank is moved.
Tail Stock
The work is held between the center of the spindle and the tailstock. It can be made
slide and positioned at the required location.
Working principle of dividing head
When the crank is rotated with
help of a handle through the required number of holes in the index plate. The
work is rotated to required amount. This is possible because of the worm and
worm wheel mechanism.
A
gear train is arranged between the main spindle and the driven shaft when
indexing is done by differential indexing method. The work is rotated as usual
when the handle is rotated. At the same time, the index plate is also made to
rotate a small amount through the gear train when indexing is by this
differential indexing method, the index plate is released from the lock pin.
19 Indexing methods
There are several methods of indexing and they are
1.
Direct or rapid indexing
2.
Plain or simple indexing
3.
Compound indexing
4.
Differential indexing
5.
Angular indexing
20 Safety precautions
Before operating the milling
machine, the operator should know how to operate various controls of the
machine. It should be ensured that the workpiece is held rigidly on the milling
machine table. The cutter should not be in contact with the work even before
the machining is commenced.
The spindle speed of machine
should not be altered when the machine is in operation. When the power of the
machine table is on the arbor should not be removed
or tightened. The operator should keep his body away from the rotating cutter.
No steps should be taken to measure the workpiece while the cutter is cutting
or revolving near the workpiece when the machine is in operation, safety guards
should be placed in their position to prevent coolant and metal chips from
spilling out.
The metal chips should be removed
with suitable brushes and with bare hands. The operation should seek assistance
from others while handing special attachments and heavy workpieces. The
operator should always be present in person at the machine tool when the
machine is in operation.
The machine tool should always be
started and stopped by the operator himself. Dangers can be averted by handling
the cutters with sharp cutting edges with great care. The machine tool should
be kept clean. Milling cutters and measuring instruments should not be placed
on the machine. The attention of the operation should always be focused on the
task only. When troubles happen in the machine, they should be corrected with
assistance of proper technicians in general safety should be ensured to the
operator, the workpiece and the cutting tool.